
Top 10 Causes of Connecting Rod Failure in Diesel Engines
Why Diesel Engines Live or Die by One Critical Link
Inside every diesel power unit sits a slender steel member that absorbs more abuse than almost any other moving part. The connecting rod transfers the violent force of combustion from the piston to the crankshaft, thousands of times per minute, under heat, pressure, and constant reversal of load. When it holds, the engine runs for hundreds of thousands of miles. When it fails, the damage is often catastrophic and irreversible.
With fifteen years spent diagnosing failed assemblies on the bench and in the field, I have seen the same root causes appear again and again. A con rod rarely breaks without warning. It usually announces trouble through noise, oil contamination, or subtle performance loss long before the final fracture.
This guide breaks down the ten most common failure mechanisms, supported by field data and laboratory observations. More importantly, it explains how each problem starts, how to spot it early, and what practical steps keep these reciprocating links alive.
The Mechanical Reality: What This Part Endures
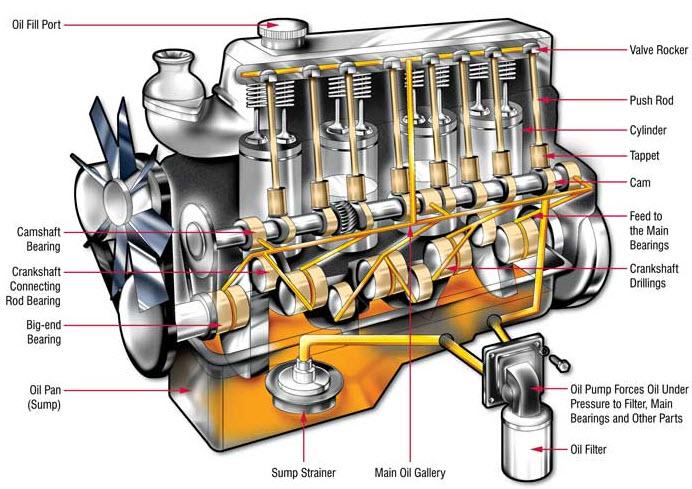
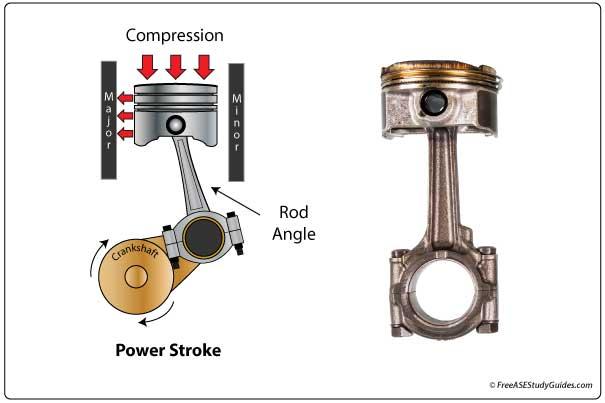
To understand why these components break, it helps to picture the forces at work. During the power stroke, combustion pressure in a heavy-duty diesel can exceed 200 bar, driving the piston down with several tonnes of force. The slender rod must carry that compressive load without buckling.
Milliseconds later, at the top of the exhaust stroke, the same part is yanked in tension as inertia tries to pull the piston away from the crankshaft. This cyclic swing between compression and tension is what makes fatigue the silent enemy. Engineers design these parts with generous safety margins, but margins shrink fast once lubrication, alignment, or material quality drifts out of specification.
The big end rotates around the crank journal on a thin film of oil, while the small end pivots on the wrist pin. Both interfaces depend on clean, pressurized lubricant. Remove that film for even a few seconds and metal-to-metal contact begins the chain of events that ends in failure.
Top 10 Causes of Connecting Rod Failure
The following mechanisms account for the overwhelming majority of broken assemblies I have examined. They are ranked roughly by how frequently they appear in diesel applications, though any one of them can destroy an engine on its own.
1. Oil Starvation and Bearing Wear
The single most common trigger is connecting rod bearing failure caused by loss of lubrication. When oil pressure drops, the protective film between the big end and the crank journal collapses. The bearing shells overheat, smear, and seize against the journal.
Once the bearing welds itself to the rotating crank, the rod is twisted violently and snaps within a fraction of a second. Low oil level, a clogged pickup screen, a worn oil pump, or extended drain intervals are typical contributors. In commercial fleets, neglected maintenance schedules remain the leading culprit.
The warning sign is a deep, rhythmic knock that rises with engine speed. Catching it at this stage can save the crankshaft and the block. Ignore it, and the repair bill multiplies.
2. Hydrolock from Liquid Ingestion
Liquids do not compress. When water, coolant, or fuel floods a cylinder, the descending piston meets an incompressible wall and the rod absorbs the entire shock. The result is hydrolock connecting rod damage, usually a sharp bend or an outright break.
This happens after deep-water driving, a failed head gasket leaking coolant overnight, or a cracked cylinder head. Diesel engines with high compression ratios are especially vulnerable because there is little clearance to absorb the extra volume.
A bent rod from a mild hydrolock event may not break immediately. Instead it changes piston travel, causing low compression and rough running until fatigue finishes the job weeks later.
3. Over-Revving and Overspeed Events
Inertial loading rises with the square of engine speed. Push the tachometer past the redline, and tensile stress at the top of the stroke can double in an instant. A common cause is a missed downshift, where engine braking spins the crank far beyond its design limit.
The rod bolts and the shank simply cannot cope with the surge. Overspeed failures often show clean, brittle fracture surfaces with little prior deformation, a hallmark of sudden tensile overload rather than gradual wear
Electronic governors on modern diesels reduce this risk, but mechanical injection systems and manual transmissions still leave room for human error.
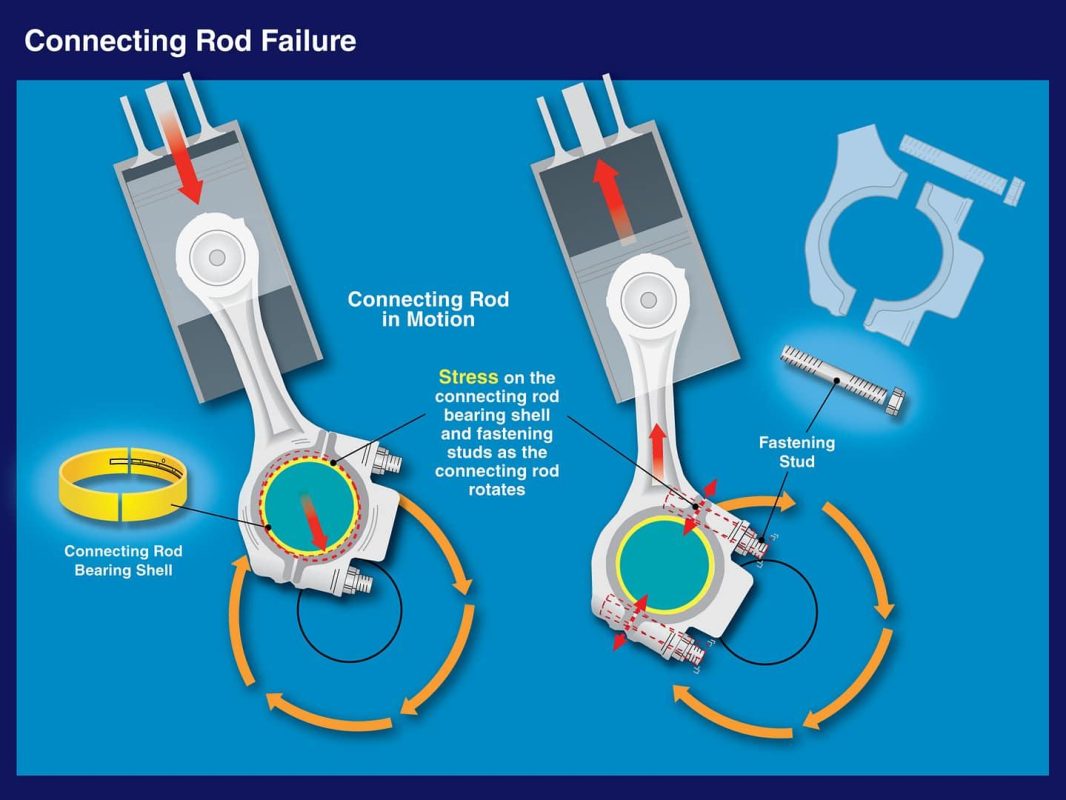
4. Rod Bolt Fatigue and Clamp-Load Loss
The two bolts that hold the big-end cap are arguably the most stressed fasteners in the engine. A rod bolt fatigue failure usually begins when the clamping force relaxes, allowing micro-movement between the cap and the rod.
That movement fretting the mating surfaces, then cracks initiate at the thread root or under the bolt head. Reusing stretch bolts beyond their service life, incorrect torque, or skipping the torque-to-yield angle are frequent installation mistakes.
When a bolt lets go, the cap separates and the rod flails inside the crankcase, often punching straight through the block. This is the dreaded "rod through the block" scenario that totals an engine.
5. Improper Installation and Assembly Errors
Precision matters at every step of a rebuild. Installing a bearing shell with debris trapped behind it, fitting a cap backwards, or failing to clean the journal can all set the stage for early failure. Even a fingerprint left on a bearing surface can start corrosion.
Torque specifications exist for a reason. Under-torqued caps lose clamp load, while over-torqued bolts stretch beyond their elastic limit and lose tension during operation. Both extremes shorten service life dramatically.
Knowing how to measure connecting rod length correctly during assembly also prevents mismatched sets that create uneven loading across cylinders. A rebuild is only as reliable as its least careful step.
6. Material Defects and Poor Component Quality
Not every part on the market is created equal. Inclusions, porosity, or improper heat treatment leave weak spots that crack under normal load. Sound connecting rod material selection for engines is therefore a foundation of durability, not an afterthought.
High-quality forgings use clean alloy steel with controlled grain flow that follows the shape of the part. Inferior castings or recycled stock may contain voids that act as crack starters.
I have sectioned failed rods under the microscope and traced fractures directly back to manufacturing flaws. This is why sourcing from a disciplined producer with traceable metallurgy pays for itself many times over.
7. Detonation and Abnormal Combustion
Detonation, or uncontrolled combustion, hammers the piston crown with pressure spikes far sharper than normal burning. Those shock waves travel straight down the rod, accelerating fatigue at the small end and the shank.
In diesels, poor fuel quality, faulty injectors, excessive advance, or carbon buildup can trigger this destructive knock. Over time the repeated hammering cracks the wrist-pin boss or distorts the small-end bushing.
Because the symptoms overlap with bearing noise, detonation often goes misdiagnosed until a tear-down reveals the battered piston and rod.
8. Foreign Object Damage and Debris Ingestion
Anything that should not be in the combustion chamber becomes a wrecking ball. A broken valve, a snapped glow plug tip, or a piece of a previous failure can wedge between the piston and head, bending or shattering the rod.
Debris circulating in the oil is equally dangerous. Particles embed in the soft bearing material, scoring the journal and accelerating wear until the film fails entirely.
Clean assembly, quality filtration, and prompt attention to any internal noise are the only defenses against this category of damage.
9. Misalignment and Bent Rods
A rod that is even slightly bent or twisted loads its bearing unevenly. One edge carries far more pressure than the rest, wiping out the oil film along that line. Recognizing bent connecting rod symptoms early, such as uneven piston wear or a localized knock, can prevent a full failure.
Misalignment may result from a previous mild hydrolock, a manufacturing tolerance error, or a deck that is out of true. The crooked geometry also drags the piston against the cylinder wall, raising friction and heat.
Straightening a bent rod is generally a false economy. The metal has already yielded and fatigued, so replacement is the responsible choice.
10. Contaminated Oil and Corrosion
Lubricant that is diluted with fuel, loaded with soot, or contaminated with coolant loses its protective ability. Acidic byproducts attack bearing surfaces, while abrasive soot grinds away the journal. Extended drain intervals in dusty or high-load duty cycles make this worse.
Corrosion pitting on the rod surface creates stress concentrations exactly where fatigue cracks like to start. The combination of chemical attack and cyclic load is a slow but certain killer.
Regular oil analysis is one of the cheapest insurance policies a fleet operator can buy. Rising metal content in a sample is an early flag long before any audible warning appears.
A Deeper Look at the Four Most Destructive Triggers
While all ten mechanisms deserve respect, four stand out for the speed and severity with which they end an engine's life. Foreign object ingestion, oil starvation, over-revving, and pre-ignition together account for the majority of unrecoverable failures I document on the bench. Each deserves a closer technical examination because the prevention strategy differs sharply from one to the next.
Foreign Object Ingestion: The Uninvited Wrecking Ball
When something solid enters the combustion space that was never meant to be there, the outcome is rarely gentle. Foreign object ingestion describes any event where hard debris reaches the area between the piston crown and the cylinder head, transforming a precision chamber into a crush zone.
The sources are surprisingly varied. A valve head that fractures from fatigue drops directly onto the piston. A turbocharger that sheds a compressor blade sends fragments downstream into the intake charge. Even a forgotten shop rag tip, a dropped nut during a rushed valve adjustment, or carbon chunks dislodged from the head can all qualify. In marine and stationary diesels, I have traced ingestion events back to corroded intake screens that allowed scale to break loose and travel into a cylinder.
Once a hard particle is trapped, the reciprocating member has no escape. It must either crush the object or yield to it. Soft debris embeds in the piston and bends the shank slightly; hard debris shatters the small end or fractures the beam outright. The fracture surface in these cases tells a clear story: bright, jagged metal with impact marks rather than the smooth beach marks of slow fatigue.
There is also a quieter version of this threat. Fine particulate circulating in the lubricant scores the bearing shells and embeds in the soft overlay, gradually destroying the oil film. This is why filtration discipline matters as much as a clean rebuild. A premium filter, changed on schedule, captures the abrasive grit before it reaches the big-end interface. Anyone curious about the role of precise dimensions during reassembly will find that knowing how to measure connecting rod length correctly also reduces the chance of clearance errors that let debris linger where it should never settle.
Prevention here is about boundaries. Keep the intake tract sealed, inspect valve train components at recommended intervals, never leave tools or fasteners loose during service, and treat any sudden metallic noise as a signal to stop immediately. An engine that swallows debris and keeps running almost always compounds the damage with every revolution.

Oil Starvation: When the Protective Film Vanishes
If there is a single villain that appears in more autopsy reports than any other, it is the loss of lubrication. Oil starvation strips away the hydrodynamic wedge that keeps the big end floating above the crank journal, and the consequences unfold in seconds rather than miles.
The mechanism is elegantly simple and brutally fast. Pressurized lubricant normally forms a wedge-shaped film roughly the thickness of a human hair, separating the bearing overlay from the spinning journal. The moment supply drops, that wedge thins and collapses. Metal touches metal, friction spikes, temperature soars past the melting point of the babbitt overlay, and the shell smears into the journal. Within moments the bearing seizes, the rotating crank wrenches the beam sideways, and the assembly tears apart.
What causes the supply to fail? The list is longer than most operators expect. A low sump level from neglected top-ups is the obvious one, but a clogged pickup screen, a worn pump losing volumetric efficiency, a stuck pressure-relief valve, aerated oil from overfilling, or a partially blocked oil gallery all produce the same lethal result. Cold starts in extreme weather, where thick lubricant cannot reach the bearings fast enough, contribute their own share of marginal events that accumulate over time.
High-load duty cycles raise the stakes further. A haul truck climbing a grade under full throttle pushes peak loads through the big end exactly when the demand for a robust film is highest. If the supply is even slightly compromised at that moment, the margin disappears. This is why I always advise fleet managers to treat oil pressure gauges as primary safety instruments, not background trim.
The defenses are well understood and inexpensive relative to the alternative. Maintain the correct level, honor drain intervals, replace the pump and pickup when wear is detected, and use oil analysis to spot rising metal content before any audible warning appears. A bearing caught while it is merely worn, rather than seized, is a modest repair. The same neglect carried to a locked journal often claims the crankshaft and sometimes the block.

Over-Revving: The Tyranny of Inertial Load
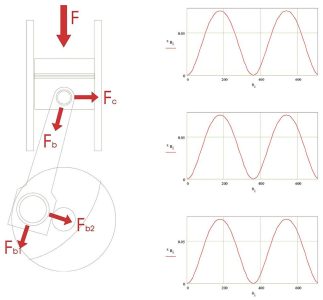
Speed is the enemy that hides behind the tachometer. Because inertial forces climb with the square of rotational speed, a modest overshoot past the rated ceiling produces a disproportionate surge in tensile stress. Over-revving turns a comfortable safety margin into a coin toss in the space of a single missed gear change.
Picture the load reversal at the top of the exhaust stroke. The piston decelerates, stops, and reverses direction, and the beam must arrest all that moving mass through pure tension. At rated speed the stress sits well inside the fatigue limit. Add twenty percent to the crank speed and the tensile load jumps far more than twenty percent, pushing the shank and the cap bolts toward their breaking point.
The classic trigger in commercial vehicles is a downshift error. A driver descending a grade selects too low a gear, the drivetrain spins the crank far past redline through engine braking, and the assembly experiences a load it was never designed to survive. Mechanical injection systems without electronic limiters are especially exposed, as are manual transmissions where human judgment is the only governor. I have also examined performance diesels where aftermarket tuning raised the speed ceiling without upgrading the rotating assembly to match, an oversight that ends predictably.
The fracture signature is distinctive. Overspeed breaks show clean, bright, brittle surfaces with little plastic deformation, the hallmark of sudden tensile overload rather than the gradual progression of fatigue. When I see that fresh, granular face on a beam, the diagnosis is usually a single catastrophic event rather than a slow decline.
Modern electronic governors have done more to curb this failure than almost any other advance, cutting fuel and protecting the engine when speed approaches the limit. Where electronics are present, respect them; where they are absent, driver training and disciplined gear selection become the last line of defense. Matching the rotating assembly to the intended speed range, and choosing components with proven fatigue resistance, closes the remaining gap.
Pre-Ignition: Combustion Out of Sequence
The fourth destroyer works through pressure rather than mechanics or lubrication. Pre-ignition occurs when the charge ignites at the wrong moment, often before the intended timing point, creating a pressure event that fights the rising piston instead of pushing it down. The mismatch hammers the crown and channels brutal shock straight into the beam below.
In diesel engines the picture differs from spark-ignition units, but the destructive principle is similar. Hot spots, glowing carbon deposits, an overheated injector tip, or a failing glow plug can ignite the mixture prematurely or unevenly. Combined with the sharp pressure spikes of abnormal combustion, the result is a rapid escalation of peak cylinder pressure that the rotating assembly must absorb on every affected cycle.
The damage accumulates in two ways. First, the elevated pressure raises the compressive load on the beam beyond its design envelope, accelerating fatigue at the small end and the shank. Second, the localized heat melts or erodes the piston crown, and debris from that erosion can migrate into the oil or wedge against the cylinder wall, layering a secondary failure on top of the first. I have opened engines where pre-ignition cracked the wrist-pin boss long before any bearing showed distress, a reminder that combustion faults attack from the top down.
Diagnosis is tricky because the early symptoms overlap with ordinary bearing noise. A sharp, metallic rap that intensifies under load, rising coolant temperature, and traces of aluminum in the oil analysis together point toward a combustion-side problem rather than a lubrication one. Confirming it usually requires a borescope inspection or a tear-down that reveals the battered crown.
Prevention rests on combustion hygiene. Use clean, correctly specified fuel, service or replace failing injectors promptly, keep the cooling system in good order to avoid hot spots, and address carbon buildup before it begins to glow. Sound material choice matters too, because a beam forged from clean alloy steel tolerates the occasional pressure excursion far better than a porous casting. This is where disciplined connecting rod material selection for engines proves its worth, giving the part the reserve strength to survive a combustion event that would crack a weaker component.

Failure Causes at a Glance
The table below summarizes each mechanism with its primary trigger, the typical warning sign, and the most effective preventive measure. Use it as a quick diagnostic reference when investigating an unexplained engine noise.
| Failure Cause | Primary Trigger | Typical Warning Sign | Key Prevention |
|---|---|---|---|
| Oil starvation | Low pressure, clogged pickup | Deep knock rising with RPM | Maintain oil level and pump health |
| Hydrolock | Liquid in cylinder | Sudden stall, bent rod, low compression | Fix gaskets, avoid deep water |
| Over-revving | Missed shift, overspeed | Brittle fracture, no prior noise | Respect redline, electronic governor |
| Bolt fatigue | Lost clamp load | Cap separation, catastrophic break | Replace stretch bolts, correct torque |
| Install error | Debris, wrong torque | Premature bearing wear | Clean assembly, follow specs |
| Material defect | Inclusions, porosity | Cracks from weak spots | Source traceable forgings |
| Detonation | Bad fuel, injector fault | Sharp knock, battered piston | Quality fuel, injector service |
| Foreign object | Broken valve, debris | Sudden noise, scored journal | Filtration, clean rebuild |
| Misalignment | Bent geometry | Uneven wear, localized knock | Inspect and replace bent parts |
| Contaminated oil | Fuel or soot dilution | Pitting, corrosion, abrasion | Oil analysis, timely changes |
Reading the Early Warning Signs
Most failures are preceded by symptoms that an attentive operator can detect. The clearest are the signs of a bad connecting rod, which include a metallic knocking that intensifies with load, dropping oil pressure, and metallic flakes in the oil filter or drain pan.
A distinctive rattle at idle that quiets under acceleration often points to small-end or wrist-pin trouble. A deeper diesel engine rod knock that grows louder as the engine warms usually signals a worn big-end bearing approaching the end of its life.
Other clues include sudden blue exhaust smoke from oil burning, unexplained vibration, and a knock that changes pitch when a single cylinder is isolated. Treat any of these as a stop-and-inspect event rather than a wait-and-see one.
Field rule of thumb: a new bearing knock that appears overnight rarely heals itself. Shut the engine down and investigate before the next start; one more cold start can turn a salvageable bearing into a destroyed crankshaft.
The Real Cost of Failure and Repair
The financial impact varies enormously depending on how early the problem is caught. A bearing replaced before the journal is scored is a modest job. The same neglect taken to fracture can mean a complete engine rebuild or replacement.
Below is a representative range based on heavy-duty diesel service data observed through 2025. Figures reflect parts and labor combined and will vary by region, engine size, and accessibilit
| Repair Scenario | What Is Involved | Typical Cost Range (USD) | Downtime |
|---|---|---|---|
| Early bearing service | New shells, journal polish | $500 - $1,500 | 1 - 2 days |
| Rod and bearing set | New rods, bolts, bearings | $1,500 - $4,000 | 2 - 4 days |
| Crankshaft damage | Crank regrind or replace | $3,000 - $8,000 | 4 - 7 days |
| Block penetration | Full rebuild or new engine | $8,000 - $25,000+ | 1 - 3 weeks |
The lesson is consistent across every fleet I have advised. The connecting rod bearing replacement cost is trivial compared with the price of a catastrophic failure. Early intervention is always the cheaper path.
Choosing the Right Component: Forged Versus Cast
Material and manufacturing method shape how much abuse a part can survive. A clear forged vs cast connecting rods comparison helps buyers match the part to the duty cycle rather than chasing the lowest sticker price.
Forged units are shaped under immense pressure, aligning the grain structure along the load path and producing superior fatigue resistance. Cast units are poured into molds, which is economical but leaves a more random grain and lower impact tolerance.
| Property | Forged Steel | Cast Iron / Steel |
|---|---|---|
| Fatigue strength | High, grain follows shape | Moderate, random grain |
| Impact resistance | Excellent | Lower, more brittle |
| Best application | High-load, turbocharged, performance | Stock, light to medium duty |
| Relative cost | Higher | Lower |
For heavy-duty and turbocharged diesels, forged steel is almost always the wiser investment. The higher upfront cost buys a wider safety margin precisely where the loads are most punishing.
How a Disciplined Manufacturer Protects Your Engine
Quality is built in long before a part reaches your workbench. As a dedicated producer of engine components, our priority is helping operators avoid the failures described above through consistent metallurgy, tight machining tolerances, and full traceability on every batch.
Each rod begins with clean, certified alloy steel and undergoes controlled forging and heat treatment. Dimensional checks, weight matching, and magnetic particle inspection catch flaws before they ever leave the floor. You can browse the full range of connecting rod options engineered for demanding diesel service.
Beyond the parts themselves, we back every shipment with responsive technical support so your team installs and operates with confidence. From torque specifications to material certificates, the documentation you need arrives with the goods.
Engineered to Eliminate Common Failure Modes
Our design choices map directly onto the failure mechanisms covered earlier. Optimized bolt geometry and proper torque-to-yield fasteners address clamp-load loss, while controlled grain flow targets fatigue resistance.
We supply components organized by application across our product category brand listings, so matching the correct part to a specific engine is straightforward. The broader product category system catalog covers complementary parts that keep the whole assembly balanced and reliable.
Weight-matched sets within tight tolerance keep loads even across every cylinder, removing the uneven stress that quietly shortens service life. This attention to balance is exactly what prevents the misalignment and fatigue problems that destroy lesser parts.
Proven Performance in the Field
Specifications matter, but real-world results matter more. Our components have logged extended service in mining haul trucks, marine auxiliaries, and long-haul fleets where downtime is measured in thousands of dollars per hour.
You can review documented outcomes in our cooperative case library, where operators describe measurable reductions in failure rates after switching to forged, traceable parts. These accounts reflect the durability that disciplined manufacturing delivers.
If you want to learn more about our facility, standards, and engineering philosophy, our about us page lays out the experience behind every component we ship.
Practical Prevention Checklist
Preventing failure does not require exotic tools, only discipline and consistency. The habits below address the root causes that account for most broken assemblies in the field.
- Maintain correct oil level and change intervals; never stretch drains in dusty or high-load duty.
- Use oil analysis to catch rising metal content before any noise appears.
- Replace stretch bolts every time the cap is removed, and torque exactly to specification.
- Inspect for liquid ingestion after any coolant loss or deep-water exposure.
- Source forged, traceable components matched to the engine's load profile.
- Address detonation, pre-ignition, faulty injectors, and poor fuel quality promptly.
- Keep the intake tract sealed and filtration current to block foreign object ingestion.
- Respect the speed ceiling and select gears carefully to avoid overspeed events.
- Investigate any new knock immediately rather than waiting for it to worsen.
None of these steps is expensive on its own. Together they form a barrier that keeps the most destructive failures from ever reaching the fracture stage.
Conclusion: Respect the Link That Holds It All Together
The reciprocating member that joins piston to crank may look simple, yet it endures forces that would shatter most parts in seconds. Nearly every failure traces back to a handful of preventable causes: lost lubrication, liquid ingestion, overspeed, fatigue, contamination, combustion faults, or compromised material quality.
The encouraging truth is that these mechanisms announce themselves early. A knock, a pressure drop, a trace of metal in the oil; each is an invitation to act before disaster strikes. Operators who listen and respond rarely face a destroyed engine.
When the time comes to replace or upgrade, choosing forged, traceable components backed by genuine engineering support is the surest defense. If you have a specific application in mind, reach out through our contact us page and our team will help you specify the right part for the job.
Frequently Asked Questions
How long does a diesel con rod typically last?
Under proper lubrication and within design limits, these parts often outlast the engine itself, surviving 500,000 miles or more in heavy-duty service. Lifespan collapses quickly, however, once oil quality, alignment, or installation standards slip. Most premature failures stem from maintenance lapses rather than the part wearing out naturally.
Can a bent rod be straightened and reused?
It is technically possible but strongly discouraged. Once the metal has yielded, its grain structure and fatigue resistance are permanently compromised, so a straightened part is far more likely to fail again under load. Replacement is the safer and more economical choice over the engine's remaining life.
What is the first sign that a rod bearing is failing?
The earliest reliable indicator is usually a drop in oil pressure combined with a faint, deep knock that rises with engine speed. Metallic particles in the oil filter or on a magnetic drain plug often appear around the same time. Acting at this stage can save the crankshaft and avoid a full rebuild.
Are forged components worth the extra cost for everyday diesels?
For turbocharged, high-load, or commercial applications, the answer is almost always yes. The superior fatigue and impact resistance provide a safety margin that easily justifies the price difference. For light-duty stock engines run gently, quality cast parts can be adequate, though forged still offers peace of mind.
Why does oil contamination cause structural failure rather than just wear?
Contaminated lubricant attacks on two fronts. Acidic and abrasive byproducts strip away the protective bearing surface and score the journal, while corrosion pitting on the part itself creates stress concentrations where fatigue cracks begin. The combination of chemical attack and cyclic loading turns a lubrication problem into a structural one over time.


