
How Long Can a 4-Stroke Engine Last Without Piston Ring Changes?
Understanding the Real Service Life of 4-Stroke Sealing Components
Engineers and fleet managers frequently ask a deceptively simple question: how long can a four-stroke engine operate before its sealing elements demand attention. The honest answer depends on load profile, lubrication quality, and operating temperature rather than a single fixed number. A well-maintained naturally aspirated unit can routinely exceed 200,000 kilometers before any piston ring work becomes necessary. Heavily loaded industrial or marine powerplants, however, may reach their limit far sooner.
This article draws on field data, decades of teardown experience to clarify expectations. We will examine wear mechanisms, realistic interval ranges, and the practical habits that stretch component longevity. The goal is to help professionals plan maintenance budgets with confidence rather than guesswork.

What These Components Actually Do
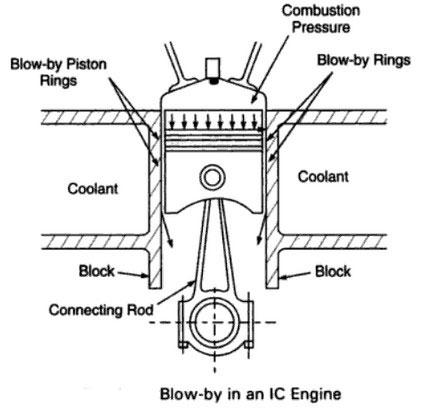
The thin metal bands seated in the grooves of each piston perform three distinct jobs. The top compression band seals combustion pressure against the cylinder wall. The second band assists sealing and scrapes excess lubricant downward. The lowest oil-control element meters the film that protects the bore.
Because these parts ride against the liner thousands of times per minute, they endure relentless friction, heat, and chemical attack. Their gradual degradation is unavoidable, yet the rate varies enormously between applications. Understanding that variability is the foundation of accurate life prediction.
Materials and Surface Treatments Matter
Modern sealing elements are rarely plain cast iron. Chromium plating, nitriding, and physical vapor deposition (PVD) coatings have transformed durability over the past two decades. A nitrided steel top ring can resist scuffing at temperatures that would have destroyed older designs.
Coating selection often determines whether a unit lasts 3,000 or 12,000 operating hours. When sourcing replacements, matching the original surface treatment to the duty cycle is critical. Reputable suppliers list these specifications clearly, and our piston ring catalog is organized to simplify that matching process.
Typical Service Intervals by Application
No universal figure applies across every engine family. Instead, experienced technicians reason in ranges tied to application category. The table below summarizes observed service windows compiled from maintenance records and manufacturer guidance current as of early 2026.
| Application Type | Typical Life (Operating Hours) | Equivalent Distance / Notes | Primary Wear Driver |
|---|---|---|---|
| Passenger automotive (gasoline) | 4,000 – 8,000 | 200,000 – 400,000 km | Cold starts, short trips |
| Light commercial diesel | 8,000 – 15,000 | 500,000+ km common | Soot loading, high load |
| Industrial generator set | 12,000 – 20,000 | Steady-state advantage | Continuous thermal cycling |
| Marine propulsion | 6,000 – 12,000 | Corrosive environment | Fuel quality, salt humidity |
| Small air-cooled (mowers, pumps) | 500 – 1,500 | Variable maintenance | Dust ingestion, heat |
Notice the dramatic spread between a steady-state generator and a dusty air-cooled utility engine. The difference is not the metal itself but the conditions surrounding it. This is why blanket replacement schedules often waste money or, worse, allow failures to develop unnoticed.
How Wear Actually Progresses
Degradation rarely happens suddenly. The sealing bands lose radial tension gradually, the grooves widen, and the cylinder bore develops a subtle taper. Each factor compounds the others over time.
Early-Stage Indicators
The first measurable sign is usually a slight rise in lubricant consumption. A healthy engine might burn under one liter per 5,000 kilometers, while a worn ring pack pushes that figure steadily upward. Blow-by gases entering the crankcase also increase, raising internal pressure.
Professionals confirm suspicions with a compression or leak-down test. A leak-down reading above roughly 20 percent on a warm cylinder typically points toward a compromised seal. Catching this early prevents collateral damage to the bore and bearings.
Late-Stage Symptoms
Once degradation advances, blue exhaust smoke appears under acceleration, power drops noticeably, and oil contamination accelerates. At this point, continued operation risks scoring the liner. Replacing only the rings may no longer suffice, and a full reconditioning often becomes the economical choice.
Factors That Shorten or Extend Life
Several controllable variables dictate whether sealing elements reach the upper or lower end of their expected range. Treating them seriously is the single most effective way to defer a rebuild.
- Lubrication quality: Using the correct viscosity and approved specification dramatically reduces abrasive contact.
- Air filtration: Even fine dust acts as grinding paste between band and bore.
- Operating temperature: Chronic overheating anneals the metal and reduces sealing tension.
- Fuel dilution: Excessive idling and rich mixtures wash the protective film away.
- Break-in procedure: Proper initial loading seats the components against the honed bore correctly.
Of these, lubrication discipline and clean intake air deliver the greatest return. Many premature failures we have inspected trace directly back to neglected filters or extended oil-change intervals.
Critical Precautions Before and During Installation
A surprising share of premature seal failures originate not on the road but on the workbench. The way these components are inspected, fitted, and seated has a direct bearing on how many hours they ultimately deliver. The sections that follow consolidate the handling and installation precautions our technicians regard as non-negotiable.
Critical Precautions Before and During Installation
Never assume a new set is ready to drop into the bore straight from the box. Before anything else, verify the part numbers against the engine specification and confirm that bore diameter, groove height, and profile all correspond. A set that is even one oversize step away from the honed bore will either bind or leak.
Lay each band on a clean surface and examine it for nicks, burrs, casting flash, or transit damage. A single chipped edge on a compression band can score the liner within minutes of the first start. Discard any element that shows the slightest defect rather than gambling on it.
Check the End Gap in the Actual Bore
End-gap clearance is one of the most overlooked yet decisive measurements in the entire job. Slide each ring squarely into the cylinder it will run in, push it down with the piston crown to keep it level, and measure the gap with a feeler gauge. Too tight a gap leaves no room for thermal expansion, and the ends can butt together at operating temperature, seizing against the wall and gouging the bore.
Too wide a gap, on the other hand, bleeds combustion pressure and accelerates blow-by. Most manufacturers publish a gap range expressed as a function of bore diameter, commonly around 0.003 to 0.004 inch per inch of bore for the top groove, with the second groove slightly larger. When a gap measures undersize, file the ends carefully with a dedicated ring filer, keeping the faces square and deburring afterward. Always re-measure after filing.
| Clearance Check | Typical Reference Range | Risk If Too Tight | Risk If Too Loose |
|---|---|---|---|
| Top compression end gap | ~0.10 – 0.20 mm per cylinder spec | Ends butt, scuffing, seizure | Compression loss, blow-by |
| Second groove end gap | Slightly larger than top | Reduced oil control | Pressure leakage |
| Side (axial) clearance | ~0.04 – 0.10 mm | Sticking, broken lands | Ring flutter, pumping oil |
Verify Side Clearance and Groove Condition
With the gap confirmed, roll each band around its groove and check the side clearance with a feeler gauge. Excessive axial play allows the element to flutter and pump oil; insufficient clearance lets carbon and heat jam it in place. Equally important, the groove itself must be spotless. Old carbon deposits left in the groove will prevent the new band from seating flat, so clean each one with a proper groove-cleaning tool rather than an improvised scraper that can remove parent metal.
Respect Orientation Marks
Most modern compression bands are directional. A small dot, the word TOP, or a manufacturer mark must face the combustion chamber. Installing a tapered or keystone profile upside down ruins its scraping geometry and causes the engine to consume oil immediately. The multi-piece oil-control assembly likewise has a defined sequence for its rails and expander. Lay the set out in order before installation and double-check every mark under good light.
Use the Correct Tools, Never Bare Hands
Spiral expanders place enormous localized stress on cast and steel bands. Expanding them by hand, or stretching them wider than necessary to clear the piston, induces hairline cracks or permanent distortion that will not show until the part fails under load. Fit each band with a proper expander tool and open it only as far as needed to slide over the crown. Once seated, the element should rest evenly in its groove with no twist.
Stagger the Gaps Correctly
When all bands are in their grooves, rotate them so the gaps are distributed around the circumference rather than aligned. Aligned gaps create a direct path for combustion gases to escape past the entire pack during the first revolutions, undermining the seal before it ever beds in. Follow the manufacturer's stagger pattern, and keep every gap well clear of the piston pin axis and any thrust face.
Lubricate Before the First Turn
Dry assembly is a common and costly mistake. Coat the bands, the piston skirt, and the cylinder wall with clean engine oil or the assembly lubricant specified by the supplier before compressing the pack into the bore. The first few seconds of running are the most vulnerable, and that initial film prevents metal-to-metal scuffing while the oil pump builds pressure. Use a quality ring compressor sized to the bore, and feed the piston in with steady, even pressure. If it resists, stop and find the snagged band rather than forcing it, which snaps lands and edges.
Cylinder Preparation Cannot Be Skipped
New sealing bands can only perform as well as the surface they ride against. Reusing a glazed or worn bore guarantees a short interval no matter how good the parts are. Before fitting fresh elements, the cylinder should be honed to restore a controlled crosshatch pattern, typically at an angle near 45 degrees, which retains a thin oil film and helps the new faces bed in evenly.
Measure the bore for taper and out-of-round at several depths. If wear exceeds the manufacturer limit, the cylinder should be bored oversize and matched with the correct oversize set rather than relying on standard parts to compensate. After honing, wash the bore thoroughly with hot soapy water and a brush, then wipe with a clean lint-free cloth until no grey residue appears. Abrasive grit left from honing is among the fastest ways to destroy a freshly assembled engine.

The Break-In Period Decides Long-Term Longevity
How an engine is treated in its first hours often matters more than any single component choice. During break-in, the high points of the new bands and the honed bore wear together to form a gas-tight match. Get this wrong and the surfaces glaze over, leaving a seal that never fully forms and oil consumption that never settles.
- Avoid prolonged idling immediately after assembly; light cylinder loading during idle does little to seat the pack.
- Apply varying, moderate load early on so combustion pressure presses the faces against the wall, then ease off, repeating the cycle.
- Do not labor the engine at full throttle or hold a constant speed for long periods during the first hours.
- Use the running-in lubricant the manufacturer recommends, and change it early to flush out the metal particles released during seating.
- Watch coolant and oil temperature closely and avoid overheating, which can glaze the bore before bedding completes.
Once the break-in window closes, switch to the specified service oil and resume normal duty. A correctly seated pack rewards this patience with thousands of additional trouble-free hours.
Daily Operating Precautions
Precautions do not end once the engine is back in service. The habits an operator follows every day quietly determine whether the seal reaches the top or bottom of its expected range.
- Warm up before loading: Cold cylinders run with tighter clearances and a thinner film, so let temperature rise before demanding power.
- Avoid chronic short trips: Engines that never reach full operating temperature accumulate fuel and moisture that wash away lubrication and promote corrosion.
- Keep filtration honest: Replace intake and oil filters on time, because abrasive ingress is the single most aggressive enemy of any sealing surface.
- Do not over-extend oil intervals: Degraded lubricant loses its protective additives and lets wear accelerate sharply.
- Address overheating immediately: A single severe overheat can permanently relax the radial tension of the bands.
- Mind the fuel quality: Contaminated or off-spec fuel dilutes oil and leaves deposits that interfere with free movement in the grooves.
Handling and Storage Best Practices
Replacement parts are vulnerable long before they reach the engine. Cast and coated bands are surprisingly brittle, and careless handling on the bench accounts for more cracked elements than most workshops admit. Keep sets in their original packaging until the moment of use, store them flat in a dry environment, and protect them from humidity that can flash-rust unplated surfaces.
Avoid stacking heavy tools on top of open boxes, and never spin or twist a band to test its springiness, which can overstress it. When transporting partially built assemblies, support them so the fitted pack cannot snag on adjacent parts. A little care in storage protects the considerable value bound up in a quality set.
Common Mistakes That Cause Premature Failure
Reviewing failed installations reveals the same handful of errors again and again. Recognizing them is half the battle.
- Skipping the end-gap check and trusting the set to fit, leading to butted ends and scuffing.
- Installing a directional compression band upside down, causing instant oil burning.
- Aligning the gaps instead of staggering them, which destroys the seal on the first start.
- Over-expanding a band during fitting and inducing an invisible crack.
- Reusing a glazed bore without honing, so the new faces never bed in.
- Leaving honing grit or carbon in the bore and grooves, grinding the fresh surfaces away.
- Assembling dry and starving the first revolutions of lubrication.
- Rushing the break-in with sustained heavy load or excessive idling.
Each of these is entirely preventable with patience and the correct procedure. The cost of doing it right the first time is trivial compared with a repeat teardown.
Proven Habits That Maximize Longevity
Extending the working life of these components is less about exotic technology and more about consistent practice. The following habits repeatedly correlate with engines that comfortably exceed their expected mileage.
- Follow the manufacturer's lubricant specification without substitution, and shorten intervals under severe duty.
- Allow the engine to reach operating temperature before applying heavy load.
- Replace air and oil filters on schedule, using genuine or equivalent-quality parts.
- Address minor coolant or fuel issues promptly before they accelerate ring wear.
- Perform periodic leak-down testing to track condition trends over time.
For operators managing diverse fleets, our technical support resources offer condition-monitoring guidance tailored to specific engine families. Building a data-driven maintenance log turns reactive repairs into predictable planning.
Selecting the Right Replacement Components
When the moment for renewal finally arrives, component selection determines how long the next cycle will last. Compatibility extends beyond bore diameter to include groove height, end-gap tolerance, and coating type. A mismatched set can fail within hundreds of hours.
We organize inventory by manufacturer through our product category brand listings, simplifying identification for technicians. Those who prefer to search by engine architecture can browse the product category system structure instead. Both pathways reduce the risk of ordering an incorrect set.
The Cost of Cutting Corners
Budget sealing sets occasionally tempt buyers, yet the false economy is well documented. A low-grade set that wears twice as fast doubles labor costs and downtime. In commercial settings, the lost productivity often dwarfs the original price difference.
Quality-verified components paired with proper installation consistently deliver the longest interval before the next teardown. This principle holds across automotive, industrial, and marine sectors alike.
Real-World Evidence and Field Outcomes
In one documented industrial deployment, a continuously running generator fleet achieved nearly 18,000 operating hours before its first ring renewal, attributed largely to strict oil analysis and clean fuel handling. By contrast, an identical model in a dusty quarry required attention at roughly 9,000 hours. The hardware was the same; the environment was not.
Additional examples from partner operations are detailed in our cooperative-case archive, which documents how disciplined maintenance translated into measurable interval gains. These records reinforce a consistent theme: conditions and care matter more than brand mythology.
The engines that last longest are rarely the ones with the most expensive parts. They are the ones whose owners respected lubrication, temperature, and cleanliness from the first hour of operation.
When Replacement Becomes Unavoidable
Even with flawless care, every sealing component eventually reaches its mechanical limit. Recognizing that point, rather than postponing it, protects the more expensive surrounding hardware. A timely renewal of the ring pack costs a fraction of a damaged crankshaft or scored block.
The decisive triggers are clear: oil consumption beyond manufacturer tolerance, leak-down readings exceeding acceptable thresholds, or persistent power loss. When two or more align, planning a rebuild is wiser than chasing temporary fixes.
Summary and Practical Recommendations
The lifespan of four-stroke sealing elements is not a fixed figure but a range shaped by duty, lubrication, and environment. Light passenger engines often surpass 200,000 kilometers, while abused or dust-exposed units fail far earlier. The variable you control most directly is maintenance discipline.
Track lubricant consumption, test compression periodically, and never extend service intervals beyond what conditions justify. When renewal arrives, choose components matched precisely to the application. To learn more about our engineering background, visit our about us page, and explore the full range at Mettlead. For project-specific sourcing, our team is ready to contact us directly for tailored recommendations.

Frequently Asked Questions
How many kilometers can a typical car engine run before ring replacement?
A well-maintained gasoline passenger engine commonly reaches 200,000 to 400,000 kilometers before sealing components require renewal. Diesel light-commercial units frequently exceed that figure. Cold-start frequency and oil-change discipline are the dominant factors.
What is the clearest early warning of worn sealing components?
Rising lubricant consumption is usually the first measurable indicator, followed by increased crankcase blow-by. A leak-down test confirms the diagnosis. Catching these signs early prevents costly bore damage.
Can I replace only the rings, or must I rebuild the whole engine?
If the cylinder bore remains within tolerance and shows minimal taper, replacing only the sealing set is feasible. Once the liner is scored or excessively worn, a full reconditioning becomes the economical path. A bore measurement determines the correct choice.
Does synthetic oil extend the life of these components?
Quality synthetic lubricant maintains a stronger protective film at high temperatures and resists breakdown, which generally reduces wear. The benefit is most pronounced under heavy load or extreme conditions. Always confirm the oil meets the manufacturer specification.
How often should leak-down testing be performed?
For commercial and industrial engines, an annual or seasonal leak-down check is sensible, with more frequent testing under severe duty. Tracking the trend over time reveals gradual degradation before it becomes critical. Consistent records turn maintenance into prediction rather than reaction.
Why is the end-gap check so important during fitting?
The end gap accommodates thermal expansion as the metal heats. Too small a gap can let the ends butt together at temperature, seizing against the wall and scoring the bore, while too large a gap leaks combustion pressure. Measuring each element inside its own cylinder and adjusting as needed protects both the seal and the liner.
Do new sealing bands need a break-in period?
Yes. The first hours of operation seat the fresh faces against the honed bore to form a gas-tight match. Applying varying moderate load, avoiding sustained idling or full throttle, and changing the running-in oil early all help the surfaces bed in properly. Skipping this step often leaves the bore glazed and oil consumption permanently elevated.


